Разработка скважинной аппаратуры для проведения геофизических исследований в процессе бурения, получения технологических параметров породоразрушения и передачи данной информации на поверхность в режиме реального времени имеет в настоящий момент определяющее значение для интенсификации строительства скважин и добычи углеводородного сырья [1].
Существенные различия в условиях функционирования приборов, входящих в компоновку низа бурильной колонны (КНБК) в составе телеметрической системы и их аналогов для каротажных исследований в открытом стволе, в основном связаны с несоизмеримым уровнем вибраций и ударных нагрузок, инициируемых породоразрушающим инструментом при бурении. Вторым ключевым отличительным фактором является требование по минимизации наружных габаритов (в первую очередь диаметра) приборов для снижения гидравлического сопротивления движению промывочной жидкости и сохранения прочности колонны бурильных труб (БТ), в которых размещается скважинная аппаратура.
Использование дополнительных амортизирующих устройств в КНБК показало себя в ряде случаев оправданной мерой в борьбе с вибрациями [2], однако их установка еще больше отдаляет чувствительные датчики телесистемы от долота и пониженная жесткость амортизатора провоцирует рыскание долота, его увод от проектной траектории скважины.
Проведенный анализ существующих конструкций забойных приборов и углубленный патентный поиск не выявил внедрения оригинальных решений по данной теме за последние два десятилетия: основное внимание разработчики телесистем уделяют амортизирующим подвескам шасси печатных плат, не затрагивая принципиальную компоновочную схему [3]. Нам этот подход видится не совсем оптимальным.
Поэтому при проектировании унифицированного скважинного прибора под расширенный типоразмерный ряд телесистем (начиная от условного наружного диаметра корпусных элементов 89мм до 240мм и более) были акцентированы усилия именно по модернизации шасси печатных плат с целью повышения их демпфирующих свойств и снижению наружного диаметра с максимизацией использования внутреннего объема под размещение электронных компонентов.
Результатом стало техническое решение, представленное на Рис.1 и на которое подана заявка на изобретение рег. №2012127553. Главным ее концептуальным отличием от повсеместно применяемых фрезерованных из цилиндрических прутков алюминиевых сплавов шасси является способ изготовления: прокатка в роликах листовой полосовой заготовки для получения U-образной полутрубчатой конструкции и последующего формирования на ней периодических площадок для крепления электронных печатных плат, а также центрирующих и демпфирующих элементов. Причем, площадки под крепление электронных печатных плат могут быть выполнены с использованием способа стесненного изгиба для уменьшения радиуса скругления в местах изгиба, а так же с зазором к торцам стенок полутрубчатой конструкции для создания предварительного натяга при сборке с электронными печатными платами, а сами платы могут быть выполнены с двухсторонним монтажом электронных компонентов. В торцевых стенках площадок под крепление электронных плат могут быть выполнены отверстия для прокладки кабелей, снабженные стандартными эластомерными клипсами во избежание перетирания изолирующего покрытия на кабеле.
Электронные печатные платы могут крепиться к упомянутым площадкам через центрирующие элементы, форма которых с одной стороны может соответствовать (повторять) форме охранного кожуха, а с другой стороны – в виде ножек, вставляемых в предусмотренные под них отверстия в площадках под крепление электронных печатных плат. В свою очередь, ножки могут быть выполнены на концах с осенесимметричным поперечным сечением для однозначного позиционирования на них эластомерных демпферов с контактными поверхностями, соответствующими внутренней форме охранного кожуха прибора. В центрирующих элементах могут быть выполнены отверстия как по торцу, так и по оси, параллельно ножкам, для прокладывания кабелей и вывода их с нижней стороны шасси на верхнюю (и наоборот).
Между ножками центрирующего элемента может быть установлен эластомерный успокоитель для удержания и снижения амплитуды колебаний кабелей и других соединительных систем между электронными печатными платами.
Сущность изобретения электронного блока забойной телеметрической системы схематично поясняется на чертежах, где представлены:
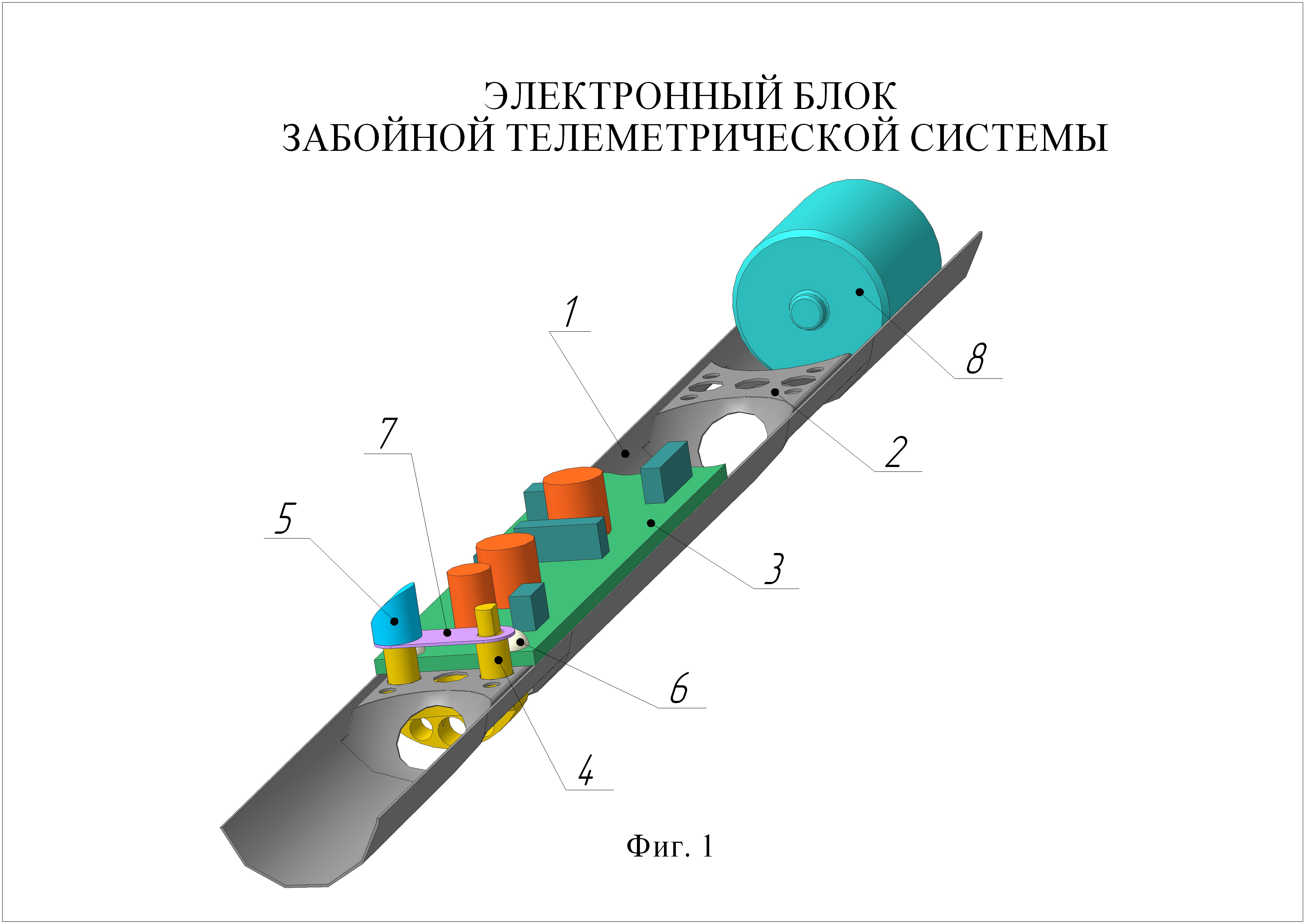
на Рис.1 – аксонометрический вид электронного блока в сборе, на котором для большей наглядности не показан наружный защитный кожух (представляющий собой трубчатую деталь), печатная плата с электронными компонентами 3 частично обрезана, а так же отсутствует на виде правый демпфер 5 для демонстрации лыски на ножке центрирующего элемента 4 (асимметричность профиля);
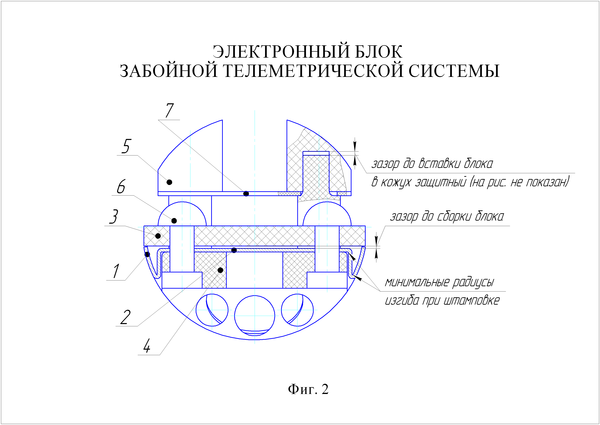
на Рис.2 – поперечный разрез электронного блока по оси крепежных элементов 6 (в данном случае заклепок) для демонстрации отверстий по торцу в центрирующем элементе 4, формы крепежных площадок под печатные платы 2 с минимальными радиусами изгиба и зазоров для создания упругого натяга в сборке с целью повышения демпфирующих свойств.
Состав и функциональные особенности элементов конструкции.
Электронный блок забойной телеметрической системы состоит из шасси 1, сформованного из листовой полосовой заготовки в U-образный профиль. На шасси 1 выполняют периодически расположенные площадки 2 для крепления печатных плат с электронными компонентами 3, центрирующих элементов 4, демпферов 5, кабелей (на Рис. не показаны) и других необходимых для работы узлов и деталей. Причем, шаг расположения данных крепежных площадок 2 по длине шасси 1 может быть различным для более широкого спектра гашения колебаний.
Вышеперечисленные детали крепятся к крепежным площадкам 2 с помощью стандартных крепежных элементов 6, которыми в различных ситуациях могут быть как заклепки, так и набор «винт-гайка-шайба-шплинт», отрезки проволоки и прочие известные устройства крепления.
Электронные печатные платы 3, установленные на предназначенные для них крепежные площадки 2 шасси 1, при одностороннем монтаже электронных компонентов делят внутренний объем блока электронного на «верх» и «низ». «Верхом» будем считать сторону расположения электронных компонентов, «низом» – места пайки. В этом случае кабели (на Рис. не показаны) технологичнее прокладывать в нижней полости в дополнительном пластиковом кабель-канале.
При двустороннем монтаже электронных компонентов на печатных платах 3 (для максимального использования внутреннего объема блока электронного) кабели могут прокладываться с любой стороны, исходя из требований компоновки.
Для снижения вибраций и крепления кабелей между печатными платами 3 может использоваться эластомерный успокоитель 7, установленный на ножках центрирующего элемента 4. При необходимости демпферы 5 и эластомерный успокоитель 7 могут быть выполнены заедино, то есть одной деталью.
Габаритные детали, конденсаторные и аккумуляторные батареи 8 могут крепиться на клей-герметик в U-образном ложементе шасси 1 между крепежными площадками 2, а кабельное соединение в этих местах может выполняться в виде шлейфа, огибающего полуцилиндром данные участки.
Крепежные площадки 2 под электронные печатные платы 3 могут быть отштампованы с помощью способа «стесненного изгиба» для выполнения минимальных радиусов изгиба (Рис.2) и повышения жесткости мест изгиба.
Дополнительно крепежные площадки 2 могут быть выполнены с зазором к торцам стенок U-образных ложементов шасси 1 для создания упругого преднатяга при стягивании пакета крепежными элементами 6.
Аналогичного рода зазор может использоваться и в соединении «центрирующий элемент 4 — демпфер 5» для создания упругого преднатяга при сборке электронного блока с защитным кожухом (на Рис. не показан).
В криволинейных торцах площадок под платы 2 могут быть выполнены отверстия для прокладывания кабелей сквозь весь электронный блок целиком, причем, для защиты от перетирания об острые края, они могут быть снабжены стандартными клипсами.
Сквозные отверстия под кабели и крепеж предусмотрены и в центрирующих элементах 4 как по торцу, так и по оси, параллельно ножкам, для вывода кабелей с нижней стороны блока на верхнюю либо крепления дополнительных элементов.
Габаритные детали, аккумуляторные и конденсаторные батареи 8 кроме клей-герметика могут дополнительно крепиться к шасси 1 и центрирующим элементам 4 с помощью стандартных крепежных элементов, например, шпилечных или винтовых соединений, для чего на центрирующих элементах 4 могут дополнительно размещаться резьбовые платики (на Рис. не показаны).
Работа электронного блока забойной телеметрической системы заключается в получении, обработке, хранении и передаче скважинной информации на поверхность. Электронный блок так же используется для преобразования, хранения и распределения электрической энергии среди потребителей. Все эти функции необходимо выполнять в жестких условиях вибрационных и ударных нагрузок, инициируемых породоразрушающим инструментом. Дополнительные трудности накладывают требования к минимизации наружнего диаметра скважинных приборов для возможности размещения их в бурильных трубах малого диаметра. При прочих равных условиях уменьшение диаметра влечет за собой увеличение длины блока электронного для оснащения его аналогичным количеством электронных компонентов.
В настоящее время практически все шасси 1 электронного блока аналогичных систем выполнены из отдельных, фрезерованных из цилиндрических прутков, частей, которые необходимо стыковать между собой как механически, так и электрически. Это приводит к кратному увеличению контактов и, соответственно, электрического сопротивления, а так же снижению надежности и возрастанию стоимости.
Механическое соединение частей шасси 1 аналогов требует высокой точности изготовления контактирующих поверхностей, что налагает ограничение на длину и диаметр заготовок ввиду снижения жесткости детали при выборке металла фрезеровкой или методом электроэрозии. Одновременно, снижается коэффициент использования материала и увеличивается трудоемкость изготовления.
Сочленение блока электронного в противопоставляемых аналогах из отдельных частей вынуждает их производителей либо объединять на печатных платах слаботочные и силовые цепи, либо прокладывать силовые кабели уже в окончательной сборке блока электронного, что отрицательно сказывается на их ремонтопригодности, трудоемкости изготовления, увеличивается теплонагруженность электронных печатных плат 3, снижается общая надежность.
Жесткое механическое соединение фрезерованных частей шасси 1 аналогов хуже справляется с демпфированием вибраций, а излишняя суммарная масса шасси 1 создает чрезмерную нагрузку на элементы заделки электронного блока в его защитном кожухе.
Патентуемое нами техническое решение существенным образом отличается от противопоставляемых аналогов и устраняет либо нивелирует большую часть их недостатков за счет изготовления шасси 1 U-образной цельной конструкцией из листовой полосовой заготовки высокопроизводительным способом прокатки в роликах (вместо дорогостоящей фрезеровки в станках с ЧПУ) и последующем формировании на ней с различным шагом по длине крепежных площадок 2 методом «стесненного изгиба» для уменьшения радиуса изгиба и повышения жесткости крепежных площадок 2 (ввиду снижения момента инерции поперечного сечения при переходе от U-образного профиля к W-образному).
В качестве заготовки для изготовления шасси 1 может быть использована полоса из алюминиевого сплава толщиной 0,5…0,7 мм необходимой длины (1,5…3 м). Алюминиевые сплавы хорошо поддаются деформированию и в дополнение являются немагнитными, обладают высокой теплопроводностью.
Выполнение шасси 1 в заявляемом техническом решении из листовой полосовой заготовки позволяет:
– снизить общую массу конструкции, ее стоимость и вибронагруженность, а так же требования к точности изготовления ввиду податливости незамкнутого профиля;
– отдалить стенки ложементов шасси 1 от мест припоя электронных компонентов к платам 3;
– максимально использовать внутренний объем блока электронного для размещения скважинных приборов;
– использовать электронные печатные платы 3 с двусторонним монтажом компонентов;
– разместить любые транзитные кабели в цельноизготовленном шасси 1 до крепления к нему плат 3, уменьшая при этом количество соединений и разгружая слаботочные цепи плат 3, их теплонагруженность;
– уменьшить диаметр блока электронного для расширения эксплуатационных возможностей.
Переменный шаг размещения крепежных площадок 2 по длине шасси 1 увеличивает спектр демпфирования вибраций. Наличие упругих преднатягов в соединении электронных печатных плат 3 с крепежными площадками 2, а так же демпферами 5 и защитным кожухом блока электронного, благодаря предусмотренным зазорам в соединении, позволяет повысить стойкость к ударным нагрузкам.
Выполнение контактирующих поверхностей центрирующих элементов 4 и демпферов 5 в соответствии с формой защитного кожуха позволяет увеличить площадь контакта и рассеивание энергии демпфирования, а их соединение между собой по осенесимметричному профилю на ножках центрирующих элементов 4 обеспечивает однозначную установку при сборке и предотвращение изменения положения при монтаже в защитный кожух.
Ножки центрирующих элементов 4 служат для создания надежного трехточечного (совместно с радиусным участком) упругого контакта с кожухом защитным и крепления дополнительных компонентов: демпферов 5, эластомерных успокоителей 7, резьбовых платиков (на Рис.не показаны) и пр.
Успокоитель 7 предназначен для снижения амплитуды вибраций кабелей и контактных элементов между печатными платами 3 в случае их размещения в верхней части блока электронного. Успокоитель 7 и демпферы 5 могут быть выполнены единой деталью при появлении экономической целесообразности.
Электронные печатные платы 3 могут быть выполнены с двусторонним монтажом электронных компонентов благодаря расположению практически по середине поперечного сечения шасси 1, что требуется в условиях минимизации наружного диаметра электронного блока.
Вывод.
Таким образом, заявляемое техническое решение имеет существенные отличия от аналогов, обладает значительными преимуществами по компоновочному решению, стоимостным и габаритным параметрам, эксплуатационным возможностям и ремонтопригодности.
Список литературы:
- Оптимизация компоновочных схем телеметрических систем для исследований в процессе бурения / В.В. Синица // Инженерная практика, 2012 г. №1
- Опыт применения наддолотных амортизаторов при шарошечном бурении / А. Г. Шлыков [и др. ] // Горный журнал. – 2009. – № 5.
- Электронный скважинный прибор телеметрической системы / Патент РФ №2371574